فیدر
انتخاب و مشخصات
آرایشهای معمولی شامل یک قیف با یک فیدر معلق در زیر است که به منظور خوراکدهی نوار نقاله، ترازو یا واحد فرآیندی میباشد. (شکل A)
ورودیهای قیفهای عمودی به خوبی قیفهای شیبدار توسط مشخصات و اندازه مواد تعیین می شود (شکل B). در تعیین ورودی قیف بزرگترین اندازهی ذرات و ویژگیهای پل زدن مواد در نظر بگیرید. ورودی قرار گرفته به صورت عمودی باید 2 تا 3 مرتبه بزرگتر از اندازهی مواد باشد. موادی با مشخصات پل زدن بالا نیازمند ورودیهای کافی هستند تا از جریان پذیری آنها مطمئن شد.
ورودیهای افقی توسط اندازهی ذرات و ظرفیت مورد نیاز تعیین می شوند (شکل B). حداقل اندازهی ورودی باید تقریبا 2/1 تا 2 برابر بزرگتر از اندازهی کلوخهی مواد باشد.
حداکثر اندازهی ورودی توسط ظرفیت حجمی تعیین میشود، که متناظر با طول فیدر است. بنابراین مطلوب است گیت کنترل جریان قابل تنظیم جهت تنظیم عمق بستر قرار داده شود.
ظرفیت مورد نیاز ابعاد و شیب کفه فیدر را تعیین میکند (شکل C). ظرفیت حجمی فیدر به صورت فرمول زیر تعیین میشود:

A= سطح افقی مشخص شده
V= میانگین سرعت جریان مواد از طریق ورودی
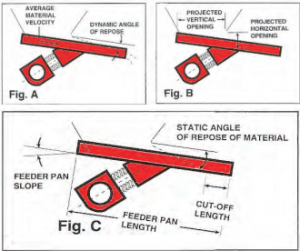
سطح افقی مشخص شده تابعی از ورودی افقی مشخص شده و عرض کفه فیدر است. میانگین سرعت مواد با تغییر در مشخصات جریان مواد، ضریب اصطکاک، شیب کفه فیدر، طول و شدت نوسان متغیر خواهد بود. سرعت مواد حدود fpm40 تا fpm60 و شیب ظرف 0 تا 15 درجه میباشد.

طول کفه فیدر توسط زاویه مواد در وضعیت سکون و شیب کفه تعیین میشود. کفه فیدر باید از طول کافی برخوردار باشد تا از حفظ 100% مواد هنگامی که فیدر در وضعیت ساکن استاطمینان حاصل شود. خطی که از حداکثر ورودی در زاویه مواد در وضعیت سکون کشیده شده باید به نواحی با طول کافی تقسیم شود تا امکان تغییر در مشخصات مواد فراهم باشد.
عملیات تابع رزونانس. عملیات موثر در طراحی پارا مونت II ذاتی است. اثر اتلاف بارگذاری مواد دقیقا عملکرد نرخ خوراک دهی را افزایش میدهد. زمانی که بار اعمال میشود، به میزان کمی واحد فرکانس طبیعی کاهش مییابد، این افزایش نسبت فرکانس نیرو/ فرکانس طبیعی منجر به افزایش تقویت کنندگی همان طور که نشان داده شده است می شود.

کنترل قوی خوراک برای محدودهی گستردهای از کاربردها
عملکرد تثبیت شده و عملیات فاقد نگهداری پارا مونت II را به اولین انتخاب در میان فیدرها برای رایج ترین کاربردها شامل تجهیزات عمومی، معدن، تولید فلزات، صنایع غذایی، سیمان، بازیافت و دیگر صنایع تبدیل کرده است.
فیدرهای نوسانی پارا مونت II براحتی برای تعداد زیادی از سیستمهای فرآیندی که نیاز به کنترل خوراک به صورت اتوماتیک هستند مثل برخی از ترازوها، موج شکنها، سرندها، آونها، خشک کنندهها، خنک کنندهها، مخلوط کنها و دیگر تجهیزات قابل تنظیم است. به علاوه کنترل جریان مواد از قیفهای جداگانه، فیدرهای
پارامونت II ممکن است در واحدهای چندگانه برای اختلاط یا کاربردهای مشترک جهت ذخیره یا انبارش سازمان دهی شوند.
سیستم های دو بخشی متحرک
فیدرهای پارا مونت II در هریک از تجهیزات دارای نیروهای ثابت یا متغیر از یک سیستم دو بخشی متحرک تابع رزونانسی استفاده میکنند. بخش A (محرک) به بخش B از طریق فنرهای کویل مهندسی دقیق انرژی منتقل میکند. تنها مقدار کمی انرژی لازم است تا انرژی طبیعی ذخیره شده و رها شده توسط سیستم فنر را حفظ کند. این بدین معناست که ظرفیت خوراک افزایش یافته و هزینه های انرژی کمتر میشود.
عملکرد نرم تحت بارهای مختلف
نرخ خوراک دهی متفاوت است که توسط اثر وزنه، به جای فرکانس عملیات موتور قابل تنظیم میباشد. طراحی تابع رزونانس منجر به افزایش اتوماتیک نیروی محرکه میشود که افزایش وزن مواد یا مقاومت جریان را جبران میکند. این پارامونت II دارای فضای کافی است تا امکان استفاده از ورودیهای خوراک دهی بزرگ به منظور جلوگیری از پل زدن و حذف نیاز به نوسانگرها و دیگر تجهیزات جریان محوری را فراهم کند.

پارا مونت II
گزینه های کنترل محرک
فیدرهای پارامونت II نرخ ثابت برای استفاده در کاربردهایی که نیازمند کنترل تنظیم از راه دور برای نرخ خوراک دهی مواد است، مورد استفاده قرار میگیرند. گرچه نرخ خوراک ثابت دقیق ممکن است توسط تغییر اندازهی ورودی قیف، تغییر شیب توسط تنظیم وزنه های روی شافت موتور تنظیم شود.

نرخ متغیر
برای کاربردهایی که نیازمند کنترل قابل تنظیم نرخ خوراک و متغیرهای نامحدود، نرخ خوراک بی وقفه توسط استفاده از چرخ محرک با نیروی متغیر (VF) روی هریک از شافت های طولی است.