مقدمه ای بر جیگ و فیکسچر
معرفی
اجرای موفق هر نوعی از تولید انبوه، بستگی به قابلیت تعویض آسان آن برای تسهیل در عملیات و کاهش هزینه واحد دارد. روش های تولید انبوه روشی سریع و آسان از موقعیت کاری برای عملیات دقیق می باشند.
جیگ و فیکسچر، ابزار تولید مورد استفاده برای ساخت دقیق، قطعات تکراری و قابل تعویض است. جیگ و وسایل مخصوص قید و بند، به طور خاص طراحی شده اند تا تعداد زیادی از اجزای ماشین را بتوان به صورت یکپارچه مونتاژ نمود و این اطمینان را داشت که بتوان قطعات را به راحتی تعویض و در جای مخصوص خود قرار داد.
جیگ
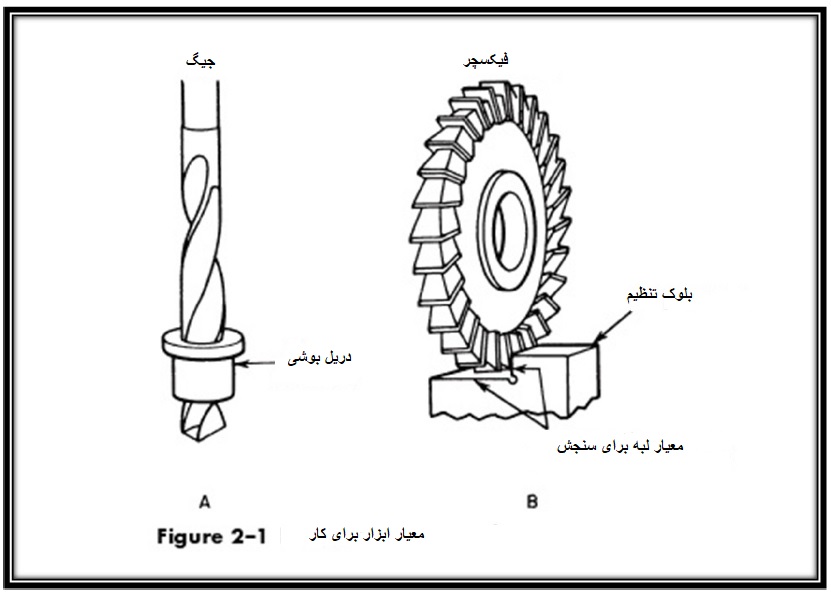
این دستگاه برای نگه داشتن کار است، که قطعه کار ار نگه می دارد و از آن پشتیبانی می کند در واقع محل نشیمنگاه قطعه محسوب می شود و ابزار خاص بر روی آن حرکت می کند. جیگ ها معمولا با بوشینگ های فولادی سخت برای راهنمایی ابزار برش نصب می شوند. جیگ یک نوع از ابزار مورد استفاده برای کنترل مکان و یا حرکت یک ابزار دیگر است. هدف اصلی این است که محصولات را با تکرار پذیری، دقت و تعویض بالا در صنعت تولید کرد؛ یک دستگاه که هر دو عمل (انجام کار-هدایت یک ابزار) را انجام می دهد، جیگ نامیده می شود.
مثالی از یک جیگ این است که یک کلید تکثیر شود. کلید اصلی به عنوان جیگ استفاده می شود، بنابراین کلیدهای جدید می توانند همانند اصلی درب را به راحتی باز کنند.
فیکسچر
فیکسچر قطعه کار را در جای خود نگه می دارد و ابزار ها نسبت به آن حرکت می کنند؛ در فیکسچر بر خلاف جیگ ابزار برش هدایت نمی شود و تنها یک سطح مرجع را فراهم می کند. برای هر قطعه فیکسچر منحصر به فرد آن ساخته می شود تا بتواند آن را مهار کند. هدف اصلی از نصب این است که قطعه کار در طول عملیات ماشینکاری ثابت نگه شود. یک جیگ علاوه بر تثبیت مکان و پشتیبانی از قطعه کار ابزار را به موقعیت صحیح آن هدایت می کند.
به عنوان مثال: گیره نجاری- آهنگری ، چاک ها
چگونگی تفاوت جیگ و فیکسچر
جیگ:
- این دستگاه برای نگه داشتن قطعه کار به کار می رود، در واقع یک پشتیبانی کننده از قطعه کار محسوب می شود، که محل آن را می گیرد و ابزار برش را برای یک عملیات خاص هدایت می کند.
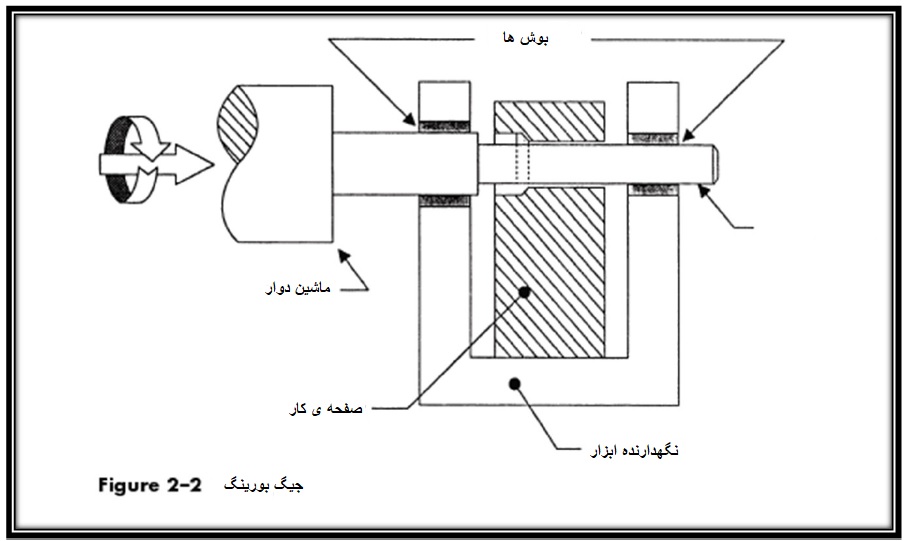
- جیگ ها به متعلقات مته متصل نیستند، مگر اینکه بخواهند قطرهای بزرگ را تولید کنند و نیاز به حرکت جیگ برای آوردن یک بوش مستقیما زیر مته وجود دارد.
- جیگ ها ابزار مناسبی در عملیات سوراخ کاری، ریمینگ، تپینگ و بورینگ هستند.
- با وجود جیگ، دیگر بلوک های اندازه گیری لازم نیست.
- در ساخت سبک هستند.
فیکسچر:
- فیکسچر قطعه کار را در جای خود نگه می دارد و ابزار نسبت به آن حرکت می کند اما بر خلاف جیگ ابزار برش را هدایت نمی کند و تنها یک سطح مرجع را فراهم می کند.
- فیکسچر ها باید به صورت ایمن به میز کار دستگاه که روی آن کار انجام می شود محکم متصل شده باشند.
- فیکسچر ها ابزار خاصی هستند که به ویژه در ماشین های فرز، شکل دهندگان و سوراخکاری استفاده می شوند.
- بلوک های اندازه گیری ممکن است برای بهبود موثر فراهم شود.
- سنگین تر در ساخت
مزایای جیگ و فیکسچر
بهره وری:
جیگ و فیکسچر باعث افزایش بهره وری توسط حذف نشان گذاری بر روی قطعه، بررسی مکرر موقعیت قطعه می شود. زمان کارکرد نیز با توجه به افزایش سرعت، خوراک و عمق برش به علت استحکام بالای گیره کاهش می یابد.
تعویض و کیفیت:
جیگ و فیکسچر تولید قطعه را با درجه بالایی از دقت، کیفیت یکنواخت و قابل تعویض با هزینه ی رقابتی را تسهیل می کند.
کاهش مهارت:
دیگر نیازی به تنظیم ماهرانه قطعه کار بر روی ابزار وجود ندارد. جیگ و فیکسچر امکان استفاده از اپراتور بی تجربه یا نیمه ماهر برای صرفه جویی در هزینه های کار را فراهم می کنند.
کاهش هزینه ها:
تولید بیشتر، کاهش ضایعات، مونتاژ آسان و صرفه جویی در هزینه های کار باعث کاهش نهایی هزینه واحد
می شود.
اصول طراحی جیگ و فیکسچر
نقاط قرار دادن: برای قرارگیری قطعه کار باید امکانات مناسب ارائه شود و آن بتواند به راحتی از جیگ خارج شده و بر روی آن نیز نصب گردد. به طوری که در زمان قرار دادن قطعه کار در موقعیت، برای انجام عملیات هیچ وقتی تلف نشود. موقعیت قطعه کار باید دقیق با توجه به ابزار راهنمایی در جیگ ثابت شده باشد.
بدون خطا: طراحی جیگ ها و فیکسچر ها باید به گونه ای باشد که قطعه کار به غیر از موقعیت درست خود قرار نگیرد.
کاهش اتلاف زمان: طراحی جیگ ها و فیکسچر ها باید به گونه ای باشدکه زمان فرآیند بارگیری، بستن و باز کردن قطعه تا حد ممکن کم باشد.
وزن جیگ ها و فیکسچرها: باید براحتی، با اندازه ی کوچک و هزینه کمتر با میزان مواد مورد استفاده بدون به خطر انداختن سختی و سفتی بکار گرفته شود.
جیگ های ارائه شده با پایه: جیگ ها گاهی اوقات با پایه ساخته می شوند به طوری که می توان آن را روی میز کار دستگاه قرار داد.
مواد برای جیگ ها و فیکسچرها: معمولا از مواد سخت برای جلوگیری از آسیب های مکرر و مقاومت در برابر سایش تهیه می شوند؛ به عنوان مثال: MS-چدن-دای استیل- CS- HSS.
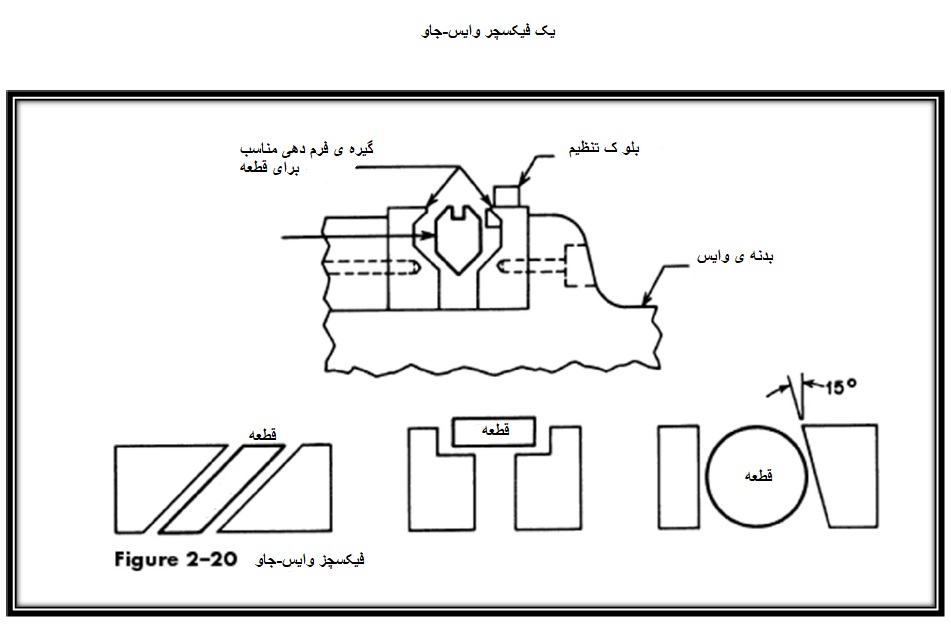
گیره:
این باید به همان اندازه ساده باشد بدون اینکه قطعه دچار خطر شود. استحکام گیره باید به گونه ای باشد که نه تنها برای نگه داشتن قطعه کار به طور قاطع در جای خود، بلکه همچنین برای برداشتن فشار ابزار برش بدون چرخاندن هنگام طراحی جیگ ها و فیکسچرها باشد.
ویژگی های اساسی جیگ و فیکسچر
کاهش اتلاف زمان: باید فرآیند بستن و باز کردن به گونه ای آسان باشد تا زمان اتلاف تا حد ممکن کم شود.
تمیزکاری بعد از ماشینکاری: طراحی باید به گونه ای باشد که برای تمیز کردن روبنده، پلیسه، تراشه و… زمان زیادی هدر نرود.
بخش قابل تعویض یا استاندارد سازی: سطوح قرارگیری و نگهدارنده ها تا حد امکان باید تعویض و از قطعات استاندارد استفاده شود. تا تولید قابل تعویض آنها امکان پذیر باشد.
تامین آب خنک کننده: قطعه در حین عملیات براده برداری باید توسط مواد خنک کننده سرد شود.
سطوح سخت شده: تمام سطوح قرارگیری و پشتیبانی از قطعه باید با مواد سخت باشد، تا به سرعت از بین نرود و دقت برای مدت زمان طولانی حفظ شود.
الحاقات و پد ها: همیشه باید به آن سمت از گیره که در تماس با سطوح پایان کار است پرچ گردد به طوری که باعث خرابی قطعه کار نگردد.
محفوظ از خطا: پین ها و اجزا دیگر همانند آن ها در موقعیتی قرار می گیرند که همیشه قرار گرفتن درست قطعه را فراهم کند و مانع از این شود که قطعه راست یا چپ جا به جا نصب گردد.
توجیه اقتصادی: تجهیزات باید از لحاظ اقتصادی، هزینه طراحی و تولید نسبت به مقدار و قیمت تولید کننده توجیه داشته باشند.
جابه جایی آسان: باید در حد معقولی سبک باشد تا کارگر برای جا به جایی آن احساس خستگی نکند؛ یا طراحی به گونه ای باشد، که بتوان به کمک بالابر حمل کرد.
محل قرار گیری اولیه: باید اطمینان حاصل گردد که قطعه کار در بیش از سه نقطه مهار شده است که در زمان بارگیری از تکان خوردن جلوگیری گردد.
موقعیت گیره ها: بستن باید به گونه ای در بالای نقاط پشتیبانی از قطعه کار قرار گیرد تا از کج شدگی و پرت شدن جلوگیری شود.
فاصله: در اطراف قطعه باید فضای مناسب برای باز و بسته کردن موجود باشد به طوری که دستان اوپراتور بتواند به راحتی وارد آن، برای قرار دادن قطعه کار شود و هرگونه تغییرات را بتواند در فضای مناسب انجام دهد.
دستگاه پران: پس از عملیات دستگاه با فشار مناسب بتواند قطعه را جا به جا و خارج کند.
استحکام و ثبات: قطعه در طول عملیات کاملا ثابت و محکم در محل مورد نظر باقی بماند؛ بایستی موقعیت مناسب و نگهداری جیگ ها و فیکسچرها را فراهم آورد.
ایمنی: طراحی باید ایمنی کامل اپراتور را تضمین کند.
قوانین عمومی برای طراحی
- هزینه تولید کار با ابزارهای موجود رت با هزینه مورد انتظار تولید با استفاده از ابزار ساخته شده را مقایسه کنید و ببینید که هزینه های ساخت بیش از سود مورد انتظار نیست.
- تصمیم گیری در مورد نقاط قرار گیری و طرح کلی آرایش بستن.
- ساخت تمام دستگاه های گیره و اتصال با عکس العمل تا حد ممکن.
- ساخت جیگ های محفوظ از خطا.
- قابل تنظیم کردن برخی از نقاط قرار گیری.
- پرهیز از آرایش بستن پیچیده.
- مدور بودن تمام گوشه ها.
- ارائه دسته جهت حمل و نقل آسان.
- ارائه صافی زیاد.
- ارائه سوراخ هایی گریز برای تراشه ها.
- قرار گیری گیره ها به طوری که در بهترین موقعیت برای مقاومت در برابر فشار ابزار برش در هنگام کار باشد.
- برای جلوگیری از پریدن، همه گیره ها را تقریبا تا حد ممکن در مقابل تعدادی از نقطه کار یاتاقان قرار دهید.
- قبل از استفاده در مغازه، تمام جیگ ها را به محض اینکه ساخته شد، آزمایش کنید.
مواد استفاده شده
- جیگ ها و فیکسچرها از مواد مختلفی ساخته مي شوند، که برخی از آنها مي تواند مقاوم در برابر سايش باشد.
- مواد به طور کلی استفاده می شود:
- فولاد با سرعت بالا: ابزارهای برش مانند دریل ها، مته ها و فرز برش.
- فولادهای دای: مورد استفاده برای ابزارهای پرس، شامل 1٪ کربن، 0.5 تا 1٪ تنگستن و مقادیر کم سیلیکون و منگنز است.
- فولادهای کربن: مورد استفاده برای ابزارهای برش.
- فولاد طوقدار: فولادهای ارتجاعی شامل کربن 1٪، منگنز 0.5٪ و مقادیر کم از سیلیکون.
- فولادهای ابزار بدون جمع شدگی: کربن بالا و یا کروم بالا کج شدگی بسیار کم در طول عملیات حرارتی. به طور گسترده ای برای ابزارهای پرس دقیق و پیچیده استفاده می شود.
- فولادهای نیکل کروم: مورد استفاده برای چرخ دنده ها
- فولادهای با استحکام کششی بالا: برای اتصال دهنده ها مانند پیچ های با استحکام کششی بالا استفاده می شود.
- فولاد نرم:
مورد استفاده در اکثر قسمت های جیگ ها و فیکسچرها
ارزانترین مواد
حاوی کربن کمتر از 0.3٪ است.
- چدن: برای اشکال عجیب برای برخی از ماشینکاری و ساخت کار سخت استفاده می شود.
استفاده از CI نیاز به الگوی ریخته گری حاوی بیش از 2٪ کربن دارد.
خواص خود روانکاری دارد.
می تواند ارتعاشات را حفظ کند و برای پایه مناسب باشد.
- نایلون و فیبر: مورد استفاده برای پوشش دهی نرم گیره ها به علت فشار بستن که به قطعه آسیب
می رساند. - فسفر برنز:
به عنوان مهره با استحکام کششی بالا استفاده می شود.
برای مهره سر پیچ استفاده می شود.
فاکتورهایی که برای طراحی جیگ ها و فیکسچرها مورد توجه قرار می گیرند.
- جز
طراحی با دقت مورد مطالعه قرار گیرد.
اطمینان از کار در یک ترتیب مناسب انجام شود.
حداکثر عملیات باید بر روی یک دستگاه در یک تنظیمات انجام شود.
- ظرفیت دستگاه
بررسی دقیق بر روی نوع و ظرفیت دستگاه انجام شود.
- الزامات تولید
طرح باید براساس نیازهای واقعی ساخته شود. سپس تنظیمات ابزار دستی و اتوماتیک وارد شود.
- محل قرار گیری
- محل قرار گیری باید توزیع نیروهای برابر را در تمام مراحل عملیات فراهم کند.
- محل قرار گیری باید مقاوم در برابر سختی، مقاوم در برابر سایش و درجه بالایی از دقت باشد.
- حرکت قطعه کار باید محدود شود.
- باید برای محافظت از خطا از محل های قرار گیری نامناسب قطعه کار جلوگیری شود.
- باید بارگیری آسان و سریع قطعه کار تسهیل شود.
- باید از قرار گیری مجدد اجتناب کرد.
- از گوشه های تیز باید اجتناب شود.
- حداقل یک سطح پایه باید ایجاد شود.
- تمهیدات بارگیری و تخلیه
باید بارگیری مناسب و تخلیه کافی وجود داشته باشد. از این رو فرآیند سریع و آسان می شود.
اختلاف اندازه باید پذیرفته شود.
مواد باید سخت و غیر چسبنده باشد.
- تهمیدات بستن
گیره های با عملکرد سریع باید تا حد ممکن مورد استفاده قرار گیرد.
بستن نباید هیچ گونه تغییر شکلی در قطعه کار ایجاد کند.
باید همیشه به طور مستقیم در بالاتر از نقاط پشتیبانی قطعه کار قرار داده شود.
گیره های محرک قدرتمند مورد توجه هستند زیرا آنها سریع عمل، قابل کنترل، قابل اعتماد هستند و بدون ایجاد خستگی به اپراتورها عمل می کنند.
ویژگی های گیره ها:
فشار گیره باید کم باشد.
نباید باعث کج شدگی شود.
ساده و محفوظ از خطا
حرکت گیره باید حداقل باشد.
حالت سخت شده برای جلوگیری از سایش
برای جلوگیری از خم شدن، به اندازه کافی قوی باشد.
- فاصله بین جیگ و اجزا
برای جایگزینی اندازه های مختلف در صورت کار کردن
تراشه ها برای عبور از منافذ بین آنها
- اجکتورها
برای جدا کردن قطعه کار از اتصالات.
سرعت بخشیدن به قسمتی از ابزار و سرعت تولید را افزایش می دهد.
- ساخت پایه و بدنه
روش های مورد استفاده: ماشینکاری، فورجینگ و ماشینکاری، ریخته گری، بافتن، جوشکاری.
- راهنمای ابزار و تنظیم برش
با تنظیم دستگاه و یا استفاده از بلوک تنظیم کننده برش، برش دهنده نسبت به قطعه کار به صورت ثابت تنظیم می شود. بوش های مته بر روی صفحات جیگ برای هدایت ابزار نصب می شود.
- سختی و ارتعاش
باید دارای سختی و استحکام کافی باشد. نباید مرتعش شود زیرا ممکن است منجر به حرکت ناخواسته قطعه کار و ابزار شود.
- ایمنی
عملیات باید اطمینان کامل ایمنی داشته باشد.
- هزینه
باید تا حد امکان ساده باشد.
هزینه متحمل باید مطلوب باشد.
- مواد به طور کلی استفاده می شود.
| شماره سریال | نام قطعه | مواد |
| 1 | بدنه جیگ | CI |
| 2 | پیچ | MS |
| 3 | مته/ پوش | Gun metal |
| 4 | پین | MS |
| 5 | مهره | MS |